更多>>联系我们

东莞市锐鑫特殊钢材有限公司
模具钢材专业供应商
联系人:林先生
电话:86-0769-85386001 81760222
传真:86-0769-85079916
邮箱:[email protected]
网址:www.mojugang.com.cn
联系QQ:490051411
地址:中国广东省东莞市长安镇新安一路2081-1号

NAK-PRM的焊接修补
- 作者:admin
- 发布时间:11-11-08 13:49
- 点击数:196
- 文章来源:东莞市锐鑫特殊钢材有限公司
NAK-PRM的焊补流程
⒈模具事先清理
⑴、全面清除油脂污垢氧化层等;
⑵、全面清除裂纹表面处理层;
⑶、坡口加工转角部位3R以上。
⒉选择合适的堆焊焊条
推荐用NAK-W焊条。
⒊预热
⑴、200~300℃;
⑵、利用加热炉或丙烷天然气缓慢加热。
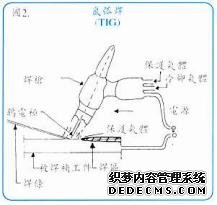
⒋焊接
推荐使用TIG钨极氩弧焊焊接。
焊接条件
电极直径(mm) 1.6 2.4
焊条直径(mm) 1.6 2.4
电流(A) 70~150 150~250
氩气(l/min) 6~9 7~10
⒌焊后热处理
热处理温度:500℃