��ƷĿ¼
����>>��ϵ����

��ݸ����������ֲ�����˾
ģ�߸ֲ�רҵ��Ӧ��
��ϵ�ˣ�������
�绰��86-0769-85386001 81760222
���棺86-0769-85079916
���䣺[email protected]
��ַ��www.mojugang.com.cn
��ϵQQ��490051411
��ַ���й��㶫ʡ��ݸ�г������°�һ·2081-1��

- ��Ʒ����: Vanadis 30_��ĩ���ٸ�_Vanadis 30����_Ӧ��_�ȴ�������
- ��Ʒ�ͺ�:
- ������λ:
- ����ʱ��: 2011-11-22
- ��Ʒ��ϸ
- ����
Vanadis 30���ڵ»�ķ���߸֣�Uddeholm Tooling��ϵ�е�һ�ֺ��ܵķ�ĩ���ٸ֣��ߴ�8.5%�ĺ���������ǿ��/Ӳ�ȡ����ػ����Լ�����ģ������������Ӱ�졣�ܵĴ��ڶ���ĥ�Լ���û��Ӱ�죬��Ϊ��δ�γ�̼���Vanadis 30����ĥ��ǿ����ֲĵĻ����ɷֵĶ������йض������ܣ���Vanadis 23�������⣬�ܵĴ��ڳ�������ѹ��ǿ�����������������������Ժ�Ӳ��������
Vanadis 30������
Uddeholm Vanadis 30��һ��W-Mo-V-Co�ߺϽ��ĩ���ٸ֣�������Ϊ��
�š�����ĥ�ԣ�
�ơ���Ӳ���¸�ѹ��ǿ�ȣ�
�ǡ����õ������Ӳ�ԣ�
�ȡ����õ����ԣ�
�ɡ����õ��ȴ����ߴ��ȶ��ԣ�
�ʡ����õ�ĥ���Ժͻ��ӹ��ԣ�
�ˡ��dz��õĿ��ػ��ԣ�
�̡����õĺ�Ӳ�ԡ�
Vanadis 30�Ļ�ѧ�ɷ�
| ��Ҫ�ɷ�% | C | Cr | Mo | W | V | Co |
| 1.28 | 4.20 | 5.00 | 6.40 | 3.10 | 8.50 | |
| ������ | AISI (M3:2 + Co),WNr.1.3244,JIS SKH40. | |||||
| ����״̬ | �����˻�״̬�����300HB���������320HB | |||||
Vanadis 30��Ӧ��
�š�Uddeholm Vanadis 30�ĸ���ĥ�Ժͺ��е�����ѹ��ǿ��������Ӧ�������ͳ��Ͳ���ģ�ߡ�
�ơ���ijЩ���������ģ�ߵĹ����棨���и������棩���ܴﵽ����200����¶ȣ�����״�������ڸ���ѹ�Ƶ�ģ����֤ʵ��ͬ���������ͳ��Ͳ������ڴ�ģ�ߵĸ������� ��
Uddeholm Vanadis 30�ʺ������൶�еĵ��ߣ��磺�黨�꣬�µ���˿��ϳ�������������������͵��ߵȣ����е����絶�ߣ��жϳ����ͳ��͵��ߵȡ���������������Vanadis 30������������Ҫһ����Ӳ�ԵĶ൶�е��ߡ�Vanadis 30Ҳ�ʺ���Ϊ����ĥ�����ϸ�Ҫ�������ģ�ߡ����磺��ף����ͣ���ѹģ�ȡ�Vanadis 30���м��õ���ĥ�Ժ����ԣ����������ߺϽ�������֡�
| Ӳ��HRC | �����廯�¶�°C |
| 60 | 1000 |
| 62 | 1050 |
| 64 | 1100 |
| 66 | 1150 |
| 67 | 1180 |
�Ƽ�����ʱ��
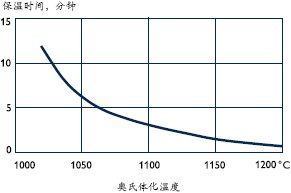
����ʱ��=�����廯�¶�ģ����ȫ�����ʱ��
Vanadis 30��450���850������Ԥ�Ⱥ�����ԡ¯�е��ܽ�ʱ��
�ȡ�������
�����¯�У����㹻��ѹ(2-5bar)��������ȴ
540��ּ����
ע�� 1: ģ�ߴ�𣬱���������ȴ����Լ50�棬Ȼ�������ػ�
ע�� 2: ��ģ����Ҫ�������ʱ����ʹ�÷ּ������ѹ������ȴ��
�ɡ��ػ�
����ʹ�ú��ְ����廯�¶ȣ�������560��ػ��һػ�3�Σ�ÿ�λػ�������1Сʱ��ÿ�λػ�������ȴ�����£����λػ��IJ����������Ӧ����1%��
�ʡ��ߴ�ı�
���ͻػ��ijߴ�ı䡣
�ȴ�������1050–1140��֮������廯����560��ػ�3�Σ�ÿ�α���1Сʱ
�����ߴ磺80x80x80mm��100x100x25mm
�ߴ�ı䣺���ȡ����Ⱥͺ������+0.03%~+0.13%
Vanadis 30�ı��洦��
һЩ�������߸�Ϊ�˽���Ħ����������ĥ�ԣ������б��洦����ͨ���ֲ��õ�����ͨ��PVD��CVD������ĥ����Ϳ�㡣Uddeholm Vanadis 30�ر��ʺ�̼���ѡ������ѱ����Ĥ����ΪVanadis 30��̼����ֲ��dz����ȣ�ʹ��Ĥ�Ľ�ϸ��ã�������ģ��Ӳ�������еijߴ�ı䡣���ڽ�ϸ�ǿ�ȼ������ԣ�ʹVanadis 30��Ϊ�����PVD��CVD ��Ĥ���ġ�
�š���������
�������������ԡ¯�֣�����ʱ��Ĵ������Բ���2-20um����ɢ�㣬���Խ����߱����Ħ���ʹ������������ô���
570�浪̼��������������뵪��ʱ��Ĺ�ϵ
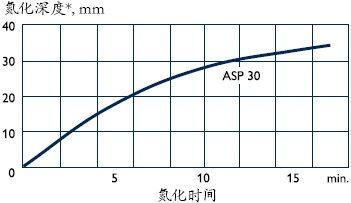
* �������ָ���浽�Ȼ���Ӳ�ȸ�50HV���ľ���
�ơ�PVD
�����������PVD����200–500��֮����¶����ṩһ����ĥͿ��ķ�������ΪVanadis 30��560����»ػ���PCD��Ĥ������û�гߴ�ı��Σ�ա�
�ǡ�CVD
��ѧ�������CVD��ʹ��1000�����ҵ��¶����ṩ��ĥ����Ϳ�㡣�Ƽ�ģ���ڱ��洦����Ӧ�����¯�ﵥ�����ͻػ�
Vanadis 30�ĵ�ӹ�
����ֲ��ڴ�ػ����Ҫ����EDM�ӹ�, ��ӹ�����Ϊ�ٴ�Ӳ��δ�ػ�����۲㣨�ײ㣩���ײ�ȷdz�������ģ�ߵ����ܡ�
��ͨ��EDM�ӹ�����ʱ���Ƽ�����“��ϸ�ŵ�”�����͵�������Ƶ�ʡ�Ϊ���ģ�����ܣ�����ӹ��ı���Ӧ������ĥ���⳹��ȥ���ײ㣬Ȼ��ģ��Ӧ��535���ٻػ�һ�Ρ�
������Ϣ
��ֱ�����ҹ�˾������Ա���磨���ߵ绰��86-0769-81760118 81760222�����Ի�ø�����й�Vanadis 30��ĩ���ٸּ�������Ʒ�ʹ�ģ�߸ֵ�ѡ��Ӧ�á��ȴ���������������ϡ�
������ز�Ʒ





