��ƷĿ¼
����>>��ϵ����

��ݸ����������ֲ�����˾
ģ�߸ֲ�רҵ��Ӧ��
��ϵ�ˣ�������
�绰��86-0769-85386001 81760222
���棺86-0769-85079916
���䣺[email protected]
��ַ��www.mojugang.com.cn
��ϵQQ��490051411
��ַ���й��㶫ʡ��ݸ�г������°�һ·2081-1��

- ��Ʒ����: Vanadis 10_Uddeholm Vanadis 10_Vanadis 10���Լ�Ӧ��
- ��Ʒ�ͺ�:
- ������λ:
- ����ʱ��: 2011-11-22
- ��Ʒ��ϸ
- ����
VANADIS 10
Uddeholm Vanadis 10
����ڵ»�ķ����ĥ�������Է�ĩұ�߸�
Uddeholm Vanadis 10������ڵ»�ķ���߸�ϵ���е�һ�ָ߷���ĩұ�߸֣������м��ѵ���ĥ�ԣ���϶��ص���ϣ��������õ��Ͱ����ԡ�Vanadis 10�Ǹ��ݷ�ĩұ�����������ǽ���������ĺ����dz��͡�Uddeholm Vanadis 10�������õĿɼӹ��ԺͿ�ĥ���Լ����õ��ȴ��������еijߴ��ȶ��ԣ���ͨ����Ӳ��60-65HRC��
Vanadis 10�����ԣ�
Vanadis 10��һ�ָ�-��-���Ͻ�֣����������£�
�š����ߵ���ĥ�����ܣ�
�ơ��ߵĿ�ѹǿ�ȣ�
�ǡ��dz��õĴ��ԣ�
�ȡ����õ����ԣ�
�ɡ��dz��õ��ȴ����ȶ��ԣ�
�ʡ����õĿ��ػ������ԡ�
Vanadis 10�Ļ�ѧ�ɷ֣�
| ��ѧ�ɷ�% | C | Si | Mn | Cr | Mo | V |
| 2.90 | 0.50 | 0.50 | 8.00 | 1.50 | 9.80 | |
| ������ | �� | |||||
| ����״̬ | �����˻���280-310HB | |||||
Vanadis 10��Ӧ��
Uddeholm Vanadis 10�ر��ʺ�ģ��ʧЧ��ʽ��ĥ��ĥ��Ϊ���ij�����ģ�ߣ�Uddeholm Vanadis 10����˼��ߵ���ĥ�������ԣ��������������ʵ��Ӧ���з������ǻ��ѵ�Ӳ�ʺϽ�̼���٣����ϡ�
����Ӧ�ã�
�š����кͳ��ͣ�
�ơ����ܳ��У�
�ǡ�����Ƭ���·��ij��У�
�ȡ���Ƭ�ij�ѹ���ͣ�
�ɡ����죻
�ʡ���ͣ�
�ˡ����е���ֽ�ͽ�����Ƭ����
�̡���ĩѹʵ��
�͡���������
�Ρ���ѹ���ݸ˵ȡ�
�����зdz��õĺϽ��ȶ��Ժͷ�ĩұ����������, Vanadis 10���ȴ���������D2������ơ�һ���������ƾ���Vanadis 10��𡢻ػ��ijߴ��ȶ���Զ���ڴ�ͳ�����������֡���Ҳ��ζ��Vanadis 10�dz��ʺϽ���CVDͿ�㴦����
Vanadis 10�ĵ���������
��ػ���62 HRC.
�¶ȡ�20 200 400
�ܶ�kg/m3 7 400 – –
����ģ��MPa 220 000 210 000 200 000
������ϵ��ÿ �� �� 20����– 10.7 x 10-6 11.4 x 10-6
�ȴ���ϵ�� W/m�� – 20 22
����J/kg �� 460 – –
Vanadis 10�ij��ǿ��
�����£��ػ��¶ȶ���ȱ�ڳ����Ӱ�졣
��Ʒ�ߴ磺7x10x55mm
��Ʒ���ͣ�Unnotched
�ȴ�����1020������廯�����㣬�ػ����Ρ�
Vanadis 10�ij��ǿ��ͼ
Vanadis 10����ĥ����
���鷽����Pin-on-disc
ĥ�̲��ϣ�SiC
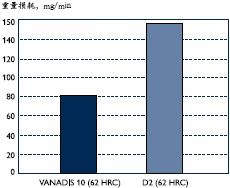
Vanadis 10��AISI D2����ĥ���ԱȽ�ͼ
Vanadis 10�ĵ��ȴ���
�������˻�
�ڱ��������м��ȵ�900����Ⱥ���ÿСʱ10��¯����750�棬Ȼ����䡣
������Ӧ��
ģ�߾��ּӹ���Ӧ������650�棬���ȱ�������Сʱ��������ȴ��500�棬Ȼ����䡣
�Ǵ��
Ԥ���¶ȣ�600-700�棻
�����廯�¶ȣ�1020-1100�棻
����ʱ�䣺30���ӣ�
����ʱ��=ģ���ȵ������廯�¶�������Ⱥ�ij���ʱ�䡣���µ���30���ӻ�ʹӲ�Ƚ��͡�
ģ���ڴ������б�����Ա�����ֹ������̼��
�ȴ�����
��ѹ������/����
�����¯(����ѹ��2-5bar)
����ԡ����̬¯����500-550��ּ����
����ԡ����̬¯����200-350�棬�Ƽ�350��
ע1�����¶Ƚ���50-70��ʱӦ�����ػ�
ע2��Ϊ�����ѵ����ܣ�ģ��Ӧ��������Χ�ڵĿ�����ȴ��
ע3�����桵50mm��ģ��Ӧ��ѹ�������д�����ڿ����д���ʹӲ�Ƚ��͡�
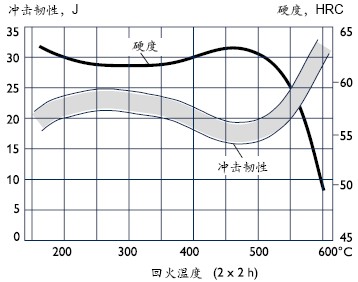
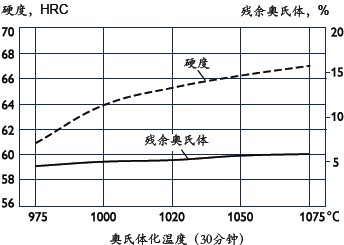
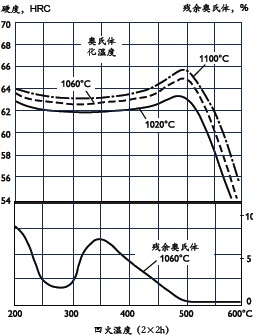
Ӳ�ȣ����������������廯�¶ȹ�ϵͼ���£�
�ɻػ�
��������Ӳ���ڻػ�������ѡ��ػ��¶ȡ����ٻػ����Σ�֮��Ӧ��ȴ�����¡���ͻػ��¶�Ϊ180�档��ͱ���ʱ��Ϊ2Сʱ����1100�������¶��´��Ϊ���Ͳ������������Vanadis 10�Ļػ��¶Ȳ�С��525�档
Vanadis 10�Ļػ�������ͼ��ʾ
Vanadis 10��CCT����ͼ
�����廯�¶� 1020 - 1060°C. ���� 30 ���ӡ�
��ͼ��Vanadis 10��CCT����
��ͼ��Vanadis 10�Ļػ��ߴ�仯
�����䴦��
ģ�����豣�����ȶ��ijߴ磬�������·����������䴦����
ģ���ڴ���Ӧ�����������䴦����֮���ٻػ�ͨ������£�Vanadis 10Ӧ��-150���-196��֮�䣬����1-3Сʱ����������ȴ���ʺ��豸�����أ���ʱ�����-40����͵��¶�(��-80��)�����䴦���ɽ��Ͳ��ϵIJ���������������ʹ���ϱ�δ�������䴦���IJ����ڵ��»ػ���Ӳ�ȸ߳�Լ1HRC��
�����»ػ��ģ�ߣ���ʹ���������䴦����������������Ҳ�ܵͣ� �ڴ��������£��ܱ����㹻�ijߴ��ȶ��ԡ�Ȼ�������ڳߴ��ȶ���Ҫ��ߵ������ģ��ҲӦ�������䴦�������»ػ�
Vanadis 10�ĵ�ӹ�
���ģ���ڴ��ػ����е�ӹ������渲���ۻ������̲㣨�ײ㣩���ٴ��δ�ػ�㣬���߶��ܴ࣬������ģ�����ܡ�
������зŵ�ӹ����������“���ŵ�”���͵�������Ƶ�ʡ�Ϊ�õ�������ܣ���ӹ��������ͨ��ĥ��������ȫȥ����ײ㣬Ȼ��Ӧ���Ե���ԭ�ػ��¶�25����¶��ٻػ�һ�Ρ��ڶԴ�ߴ����״���ӵ�ģ�߽��е�ӹ�ʱ��Vanadis 10Ӧ��500�����ϸ��»ػ�
Vanadis 10�ı��浪������
������ʹ�����Ӳ���Ӷ��������ĥ�ԣ������˿������ơ�
���Ǹ��»ػ�Vanadis 10ͨ��ѡ��ػ��¶�Ϊ525�棬����ζ�ŵ����¶Ȳ��ܳ���500-525�棬����һ�¶����Ƽ�ʹ�����ӵ�����
������ı���Ӳ��Լ1250 HV0.2 kg������������Ӧ��ģ�ߵ�Ӧ��ѡ��
������Ϣ
��ֱ�����ҹ�˾������Ա���磨���ߵ绰��86-0769-81760118 81760222���Ի�ø�����й�Vanadis 10��ĩұ�߸ּ�������Ʒ�ʹ�ģ�߸ֵ�ѡ��Ӧ�á��ȴ���������������ϡ�
������Դ������ڵ»�ķ���߸֣�Uddeholm Tooling��
������ز�Ʒ





