
��ݸ����������ֲ�����˾
ģ�߸ֲ�רҵ��Ӧ��
��ϵ�ˣ�������
�绰��86-0769-85386001 81760222
���棺86-0769-85079916
���䣺[email protected]
��ַ��www.mojugang.com.cn
��ϵQQ��490051411
��ַ���й��㶫ʡ��ݸ�г������°�һ·2081-1��

- ��Ʒ����: ARNE��UDDEHOLM ARNE���߸֩�ARNE�Ļ�ѧ�ɷ�_����_�ȴ�������_ʹ
- ��Ʒ�ͺ�:
- ������λ:
- ����ʱ��: 2011-11-26
- ��Ʒ��ϸ
- ����
ARNE
UDDEHOLM TOOLING
�ڵ»�ķ���߸�
ARNE��һ�ֶ���;����-��-�ٵ��ʹ㹤�߸֣��߱������Ļ�е�ӹ��ԣ���Ӳʱ�����������ijߴ��ȶ��ԣ���Ӳ�ͻػ���кܸߵı���Ӳ����������Ե�������ϣ����ԣ���ARNE����Ĺ���ģ�߾������õ�ʹ�������Լ�����Ч�档
ARNE�Ļ�ѧ�ɷ֣�
|
UDDEHOLM UHB |
AISI | DIN | ��Ҫ��ѧ�ɷ�(%) | ||||
| C | Mn | Cr | W | ||||
| ARNE | O1 | 1.2510 | 0.95 | 1.2 | 0.85 | 0.55 | |
ARNE�����ԣ�
ARNE��һ�������ڶ�����ӹ����ϣ�����-��-�ٵij������ǹ��߸ֲġ��������ǣ�
�����Ļ�е�ӹ���
��Ӳʱ�������ijߴ��ȶ���
��Ӳ�ͻػ���ɸߵı���Ӳ����������Ե��������
������Щ�ۺϵ�����ʹDF-3����Ĺ���ģ�������õ�ʹ�������Լ�����Ч�档����
ARNE���ṩ������ʽ�Ĺ���������������̬��Ԥ�ӹ������ӹ�̬�;�ĥ̬������֮�⣬�����Կ��İ���ʽ���������������Ժ�ʴ�̻�����
ARNE����;��
�����ӹ�
����,���,����,�ض�,����,�ޱ�;
����
��̼�,�ͼ����ж����ޱ�(�ȼ�),����ģ��(���);
���μӹ���
����,����,����,����,��ѹ����,Сѹӡģ,���棬����,��������,�������ס�����,С/����ͷ��˿,С���֡��������졢��.
ARNE���������ܣ�
��Ӳ���ػ���62HRC��Ӳ�ȣ��������º��²��Ե��������ܡ�
| �¶� | 20�� | 200�� | 400�� |
| �ܶ�Kg/m3 | 7800 | 7750 | 7750 |
| ����ϵ��N/mm2 | 190000 | 185000 | 170000 |
| ������ϵ��20����/�� | --- | 11.7×10-6 | 11.4×10-6 |
| �ȴ���ϵ��W/m�� | 32 | 33 | 34 |
| ����J/Kg�� | 460 | --- | --- |
ARNE�Ŀ�ѹǿ��(����ֵ):
Ӳ��HRC ��ѹ����ǿ��Rc0.2N/mm2
62 2200
60 2150
55 1800
50 1350
ARNE���ȴ������գ�
�������˻�
�ڱ��������£�������780°C�����Ⱥ���ÿСʱ15 °C¯����650°C��Ȼ����䡣
������Ӧ��
ģ�߾��ּӹ���Ӧ������650°C�����ȱ�����Сʱ��������ȴ��500°C��Ȼ����䡣
��Ӳ������Ӳ������
Ԥ���¶ȣ�600-750°C
�����廯�¶ȣ�790-850°C
�����廯�¶�°C ����ʱ��(����) ����Ӳ��(HRC)
800 30 ��Լ65
825 20 ��Լ65
850 15 ��Լ63
����ʱ��=ģ��������ȵ������廯�¶Ⱥ�ij���ʱ�䡣
ģ����Ӳ�������У�������Ա����Է�ֹ��̼��������
���������
������
������¯����̬¯��,180-255°C�ּ�������䡣
ע��:ģ����ȴ��50-70°C�������ػ�
���ػ�
���ջػ�����ͼ��������Ӳ��ѡ��ػ��¶�.�ػ�������ÿ�λػ����ȴ������.��ͻػ��¶���180°C,ÿ�λػ����ٱ�����Сʱ.
���ּ����
ģ�߾������廯�¶Ⱥ����ּ������ԡ¯��,�����±�ѡ��ͬ�Ľ���ʱ�䣬Ȼ���ԡ������������100°C��ͬ����һ��Ӧ���ϻػ�.
��Ӳ�������еijߴ�ı�(��Ʒ�ߴ�:100×100×25����)
| ����% | ����% | ���% | |
|
830������ ��С ��� |
+0.03 +0.10 |
+0.04 +0.10 |
--- +0.02 |
|
830������ ��С �ּ���� ��� |
+0.04 +0.12 |
+0.06 +0.12 |
--- +0.02 |
���ػ�����гߴ�ĸı�
�ߴ�仯��%��
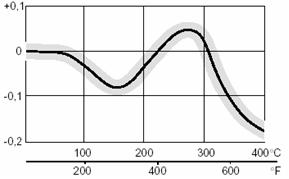
�ػ��¶�
ģ������ߴ�ĸı��Ǵ�Ӳ��ػ�ߴ�ı�֮�ܺ�,����Ԥ���ӹ�����0.25%.
�����䴦����ʱЧ����
�ߴ��ȶ���Ҫ��ܸߵĹ����Ĺ���Ӧ���������䴦�����Լ�/�����˹�ʱЧ��������ȷ��������ʹ�ù����гߴ��ȶ� ��
�����䴦��
��Ӳ��������������ȴ��-70 ��-80°C֮�䣬����3��4Сʱ��Ȼ���ٻػ��ʱЧ���������䴦����ʹ����Ӳ�����1��3HRC����״����ģ�߱�������Լ�С���ѷ���.
��ʱЧ����
ģ�ߴ�Ӳ��Ļػ����110��140°C֮���ʱЧ�������������ʱ�䣺25��100Сʱ��
ARNE�ĺ��Ӽӹ���
��ģ�߸ֵĺ��ӹ����в�ȡ�ʵ�������ʩ���Ի�úõĺ���Ч����������ߺ�����ҵ�£�����Ԥ�ӹ������ʵĺ����ͺ��ӳ�����ģ�߲�����������ʴ�̻��������ѡ����ģ�߸ֲĻ�ѧ�ɷ���ͬ�ĺ�����
ARNE�ĵ�ӹ���EDM����
���ģ���ڴ�Ӳ�ͻػ���е�ӹ����ʴ��ģ��Ӧ��ԭ���ػ��¶ȵ�25°C���¶Ƚ���һ�λػ�
ģ����Ӳ�������У�������Ա����Է�ֹ��̼��������
������Ϣ
��ֱ�����ҹ�˾������Ա���磨���ߵ绰��86-0769-81760118 81760222�����Ի�ø�����йظֲ�ѡ��Ӧ�á��ȴ���������������ϡ�





