
��ݸ����������ֲ�����˾
ģ�߸ֲ�רҵ��Ӧ��
��ϵ�ˣ�������
�绰��86-0769-85386001 81760222
���棺86-0769-85079916
���䣺[email protected]
��ַ��www.mojugang.com.cn
��ϵQQ��490051411
��ַ���й��㶫ʡ��ݸ�г������°�һ·2081-1��

- ��Ʒ����: VANADIS 4 EXTRA������_��ĥ��_��е�ӹ���_��ĥ����_�ȴ�������
- ��Ʒ�ͺ�:
- ������λ:
- ����ʱ��: 2011-11-26
- ��Ʒ��ϸ
- ����
VANADIS 4 EXTRA
Uddeholm Tooling
�ڵ»�ķ��ĩ���߸�
VANADIS 4 EXTRA��һ����������ĥ��(ĥ����ճ���Լ����ĥ��)��ϵķdz��õĸ�����ģ�߸֣�����VANADIS 4 EXTRA�Ͻ�ɷ�ʮ�־��Ȳ���������̲��ó��������գ�ʹ��VANADIS 4 EXTRA��������ߺϽ��ĩ���߸����ֳ��dz��õĻ�е�ӹ����ܺ���ĥ���ܡ���Щ����ʹ���߱��ȶ�������ģ��Ӧ�����ܣ�������岻��ֺͽϸ�ǿ�ȸ֣�AHSS���ij��кͳ��Ρ�����ЩӦ���У������������е�ģ��ά����Ҫ�����ǡ����Ѻ���ĥ�����ϡ�
����Ҫ��ʱ�����Ͷ�����������ʱ��Խ��Խ�̣�Ԥ�ڵ�ģ�������ͳ�Ч���ܱ�ü�����Ҫ��Ϊ�˽���ͣ��ʱ���ģ��ά���ɱ����Լ��Ż��豸���ã������кõ�ģ�����ܣ���Щ���ͼ��Ż��������ѵ�ģ��Ч��ͼ��߾������IJ�Ʒ�ɱ���
VANADIS 4 EXTRA�Ļ�ѧ�ɷ֣�
|
UDDEHOLM UHB |
AISI | DIN | ��Ҫ��ѧ�ɷ֣�%�� | |||||
| C | Si | Mn | Cr | Mo | V | |||
| VANADIS 4 EXTRA | --- | --- | 1.40 | 0.40 | 0.40 | 4.70 | 3.50 | 3.70 |
VANADIS 4 EXTRA������
�Ź��߸ֵĹؼ�����
��ģ�����ܷ���
•���ݲ�ͬ��Ӧ��ѡ����ȷ��Ӳ��•����ĥ��•������
ͨ��������ĥ�Ե�ģ�ߵ����Զ��ϵͣ���֮��Ȼ��Ȼ���������������ʹģ������ѵ����ܣ����߸ֱ���ͬʱ�߱�����ĥ�Ժ����ԡ�VANADIS 4 EXTRA�Ǿ���ĩұ�����ֹ��������ĸ���������ģ�߸֣����м��õ���ĥ�Ժ����Ե�������ϡ�
��ģ����������
•��е�ӹ���•�ȴ���•�ȴ���ʱ�ߴ��ȶ���•���洦��
�ߺϽ߸�ͨ���ȵͺϽ�ָ��Ѽӹ����ȴ�������˸ߺϽ߸�ģ�ߵ���������Ҳ�ϸߡ�
VANADIS 4 EXTRA�ĺϽ�ɷ�ʮ�־��⣬�����ɷ�ĩұ�����ּ������ƶ��ɣ���˾�����AISID2�������ƵĻ�е�ӹ����ܺ��ȴ�������VANADIS 4 EXTRA�����ŵ��Ǵ�Ӳ��ػ�ʱ�ijߴ��ȶ��Ա�Ŀǰ������֪���ĸ������������߸ֶ��á���Ҳ��ζ��:VANADIS 4 EXTRA�dz�������CVDͿ�㴦����
��VANADIS 4 EXTRA�����ԣ�
VANADIS 4 EXTRA��һ�ָ�-��-���Ͻ�֣�������������ԣ�
♦����ĥ��♦�߿�ѹǿ��♦���õ��������♦���õ�����♦��𡢻ػ�������ijߴ��ȶ���♦���õĿ��ػ�������
����ӹ������䱻�ӹ����ϽϺ�ʱ����ģ�ߵ���ĥ�Ժ�����Ҫ��ܸߡ��ô���VANADIS 4 EXTRA��ģ�߾���5�������ϣ��ɻ�ü��õ�Ч����
VANADIS 4 EXTRA��Ӧ��
VANADIS 4 EXTRA�ر���������Щ��ճ��ĥ����������ʧЧ�ij��ϣ�����
♦���ӹ���������ճ��������岻��֡���̼�֡�ͭ�����ȣ�
♦���ӹ����ϽϺ����磺���м����ͣ����壻�伷ѹ����ĩѹ�ƣ����ߣ�����ȣ�
♦��ǿ�ȱ��ӹ����ϣ�Vanadis 4 Extra �dz��ʺ������ø�ǿ�ȸְ�ij��кͳ��Ρ�
VANADIS 4 EXTRAҲ�dz��ʺ϶Թ��߸ֵ���ĥ��ĥ���Ժ������нϸ�Ҫ��ij���ǿ�ȱ��ְ�ij��кͳ��͡�
♦����Ӧ�ã�
���кͳ��Σ����壻�伷ѹ����ĩѹʵ��������ߣ�����Ϳ��Ļ���֡�
VANADIS 4 EXTRA����������
��ػ���60HRC
| �¶�(��) | 20 | 200 | 400 |
| �ܶ�(Kg/m3) | 7700 | - | - |
| ����ϵ��(N/mm2) | 206000 | 200000 | 185000 |
| ������ϵ��(/���20���� | - | 10.9×10-6 | 11.7×10-6 |
| �ȴ���ϵ��(W/m��) | - | 30 | 30 |
| ����(J/Kg��) | 460 | - | - |
VANADIS 4 EXTRA�ij������
��ͼ��VANADIS 4 EXTRA����ͬ�¶Ȼػ���������µij������ֵ����Ʒ�ߴ磺7×10×55���ף���ȱ����Ʒ����Ӳ�¶ȣ�1020����䣬�ػ����Ρ�
��ȱ�ڳ��ǿ�� (��չ��)
Vanadis 4 Extra��AISI D2 �ڲ�ͬӲ�ȵ���չ�Բ��졣►��ͼ
��SKD11 / AISI D2 / WNr. 1.2379��ASSAB 88��VANADIS 4��VANADIS 4 EXTRA�����ij�ͷ,�ֱ����1.8.8mm���ǿ�ȸְ�(1200 MPa)����50,000 ���Ժ��״����►��ͼ
VANADIS 4 EXTRA���ȴ�������
�������˻�
�ڱ��������м�����900����Ⱥ���¯����ÿСʱ10����ٶȣ���ȴ��650�棬Ȼ����䡣
������Ӧ��
�ֲľ����ּӹ����������ӹ�����Ӧ�������뽫�ֲļ�����650�棬������Сʱ������¯�л�����500�棬Ȼ����ڿ�������ȴ��
��Ӳ������Ӳ������
Ԥ���¶ȣ�600~700��
�����廯�¶ȣ�940~1150�棬�����¶�Ϊ1020�档���>70����ģ�ߣ�Ӧѡ��1060�棬����ʱ�䣺����1100�棬����30���ӡ�����1100�� ������15���ӡ�
ע�⣺����ʱ��=���ֲ����ĵ�ﵽ�����廯�¶Ⱥ�����Ҫ���ֵ�ʱ�䡣����ʱ������30���ӽ�����Ӳ���½���
��Ӳ�������У��뱣��ģ���Ա�����������̼��
�ȴ������
•�����¯�У��Ը��ټ��㹻��ѹ��������ȴ��
•��500~550�����ԡ¯����������¯�У��ּ����Ȼ���ڿ�������ȴ��
•��200��350�����ԡ¯����������¯�У��ּ����Ȼ���ڿ�������ȴ��
ע��1�����ֲ��¶Ƚ���50~70��ʱ���������Ͻ��лػ�
ע��2��Ϊ��Ҫʹģ��������˵����ܣ��ڿɽ��ܵı��η�Χ�ڣ���ȴ����Խ��Խ�á�
ע��3����ģ�߱ں�70����ʱ��Ӧ�ڷּ��������ø���������ȴ��
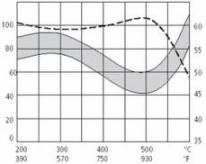
(ͼ)►VANADIS 4 EXTRA��Ӳ�ȺͲ��������������廯�¶�֮��Ĺ�ϵ����
�ɻػ�
���գ�►VANADIS 4 EXTRA�Ļػ�����ͼ������ͬ��Ӳ��Ӧѡ��ͬ�Ļػ��¶ȡ�Ӧ�����������λػ�ÿ�λػ������ȴ�����¡���ͻػ��¶���525�棬����ʱ������2Сʱ��Ϊ�������Խ��ͣ���Ӧ����525��ػ�Ϊ�˱���ϸߵIJ������������ѡ��ػ��¶ȸ���525�档
�ʳߴ�仯
������Ӳ�ͻػ��ijߴ�仯
�����廯��1020��/30���ӣ�800-500��֮��
�����¯����1.1��/����ٶ���ȴ��
�ػ𣺸����¶�2��×2Сʱ
�����ߴ磺80×80×80mm
(ͼ)►VANADIS 4 EXTRA�ijߴ�ı���ػ��¶ȵĹ�ϵ����
��CCT����
�����廯�¶�1020�棬����ʱ��30���ӡ�
(ͼ)►VANADIS 4 EXTRA��CCT����
�����䴦��
ģ�����������ȶ��ijߴ磬�������з��������䴦����
���������������-120��-150��֮�䣬����3~4Сʱ��Ȼ��ػ𡣵����и��»ػ�ʱ��Ϊ�˻��������Ӳ�ȣ��ػ��¶�Ӧ����25�档��״���ӵ�ģ�߱��������䴦����������������Σ�ա�
VANADIS 4 EXTRA�ı��洦��
һЩ�������߸�Ϊ�˽���Ħ����������ĥ�ԣ������б��洦����ͨ���ֲ��õ�����ͨ��PVD��CVD������ĥ����Ϳ�㡣��Ӳ�Ƚ�ϸ������Լ����õijߴ��ȶ���ʹ��VANADIS 4 EXTRA�dz��ʺϽ��и��ֱ���Ϳ�㡣
�ŵ���
�������������γɸ�Ӳ�ȵ���ĥ������ʴ�ı���Ӳ���㡣
VANADIS 4 EXTRAͨ����525�����Ҹ��»ػ����Ե����¶Ȳ�Ӧ����500-525�棬��ò��õ��ڻػ��¶ȵ����ӵ�����������ı���Ӳ��ԼΪ1150HV0.2kg.���������Ӧ����ʵ��Ӧ�ö�������
��PVD
�����������PVD����200-500��֮����¶����ṩһ����ĥͿ��ķ�����
��CVD
��ѧ�������CVD��ʹ��1000�����ҵ��¶����ṩ��ĥ����Ϳ�㣬�Ƽ�ģ���ڱ��洦����Ӧ�����¯�ﵥ�����ͻػ�
VANADIS 4 EXTRA����ĥ����
��ȷ����ĥ�����ɱ����γ���ĥ�Ѻ۸��ܸĽ�ģ�ߵ��������мǾ����»ػ��ģ�߶���ĥ����ʧЧ�������С�Ӧʹ�þ�������ĥ��ճ��������ɰ�֡�ͬʱ���õ͵�Բ�����ٶȺ�ʹ���㹻����ȴҲ�ɽ�������ĥ����ƻ��Ļ��ᡣ����“����”���ܵ�ɰ��Ч��Ӧ���ѡ�������ѡ�õ�����CBN��ɰ�֡�
VANADIS 4 EXTRA�ĵ�ӹ�——EDM
����ֲ���Ӳ�����ػ����Ҫ����EDM�ӹ���Ӧ����“��ϸ�ŵ�”�������͵�������Ƶ�ʡ�Ϊ���ģ�����ܣ�����ӹ���ı���Ӧ������ĥ���⣬Ȼ���Ա�ԭ�Ȼػ��¶ȵ�25����¶��ٻػ�һ�Ρ������ͳߴ����״���ӵ�VANADIS 4 EXTRA���е�ӹ�ǰ��Ӧ��500�����ϵ��¶Ƚ��и��»ػ�
������Ϣ
��ֱ�����ҹ�˾������Ա���磨���ߵ绰��86-0769-81760118 81760222�����Ի�ø�����йظֲ�ѡ��Ӧ�á��ȴ���������������ϡ�





