
��ݸ����������ֲ�����˾
ģ�߸ֲ�רҵ��Ӧ��
��ϵ�ˣ�������
�绰��86-0769-85386001 81760222
���棺86-0769-85079916
���䣺[email protected]
��ַ��www.mojugang.com.cn
��ϵQQ��490051411
��ַ���й��㶫ʡ��ݸ�г������°�һ·2081-1��

- ��Ʒ����: CORRAX_ʱЧӲ�������_CORRAX�Ļ�ѧ�ɷ�_CORRAX����_Ӧ��_��
- ��Ʒ�ͺ�:
- ������λ:
- ����ʱ��: 2011-11-26
- ��Ʒ��ϸ
- ����
CORRAX
UDDEHOLM TOOLING
�ڵ»�ķʱЧӲ������ʴ����ģ�߸�
CORRAX��ʱЧӲ������֣���������Ŀ���ʴ���ܡ�CORRAX��ʱЧӲ�����������зdz��õijߴ��ȶ��ԣ�Ӳ�ȷ�Χ�㣬����425-600 °C֮�侭��ʱЧӲ�������ﵽ34-50 HRC�����ϱ������۳ߴ��С���Ǹ���������Զ�һ�£��dz��õĺ����ԣ�����Ԥ�ȣ����и�֮������Ӳ���İײ㣻����ʴ�Ա�AISI 420��W.-Nr.1.2083��W.-Nr.1.2316��Ҫ�á�
CORRAX������
��������ͳ�IJ���߸ֱȽϣ�CORRAX���������ŵ�:
Ӳ�ȷ�Χ�㣬����425-600 °C ֮�侭��ʱЧӲ�������ﵽ32-50 HRC����ʱЧӲ�����������зdz��õijߴ��ȶ��ԣ���ߴ�Ҳ�ܱ�֤���ȵ����ܣ��dz��õĺ������ܣ�����Ԥ�ȣ���ӹ�����Ӳ��“�ײ�”������ʴ������AISI 420 ��WNr. 1.2083��
CORRAX�Ļ�ѧ�ɷ�(%)
| ��ѧ�ɷ� | C | Si | Mn | Cr | Ni | Mo | Al |
| 0.03 | 0.30 | 0.30 | 12.00 | 9.20 | 1.40 | 1.60 | |
| ������ | �� | ||||||
| ����״̬ | ���ܴ�����~34 HRC | ||||||
CORRAX��Ӧ��
ע��ģ����ʴ���ܽ�ԭ�ϣ���ҽ����е��
����ģ��CORRAX��������PVC�ܡ�����PVC�ܺͽ�ͷ��Ҫ����ģ���и���ʴ�ԡ�
���ϳ��Σ��ݸ˵�
ʳƷ����װ��ҵ�����
���̲���
CORRAX������
�������ܣ�ʱЧ�� ~46 HRC��
| �¶� | 20�� | 200�� | 400�� |
| �ܶ� kg/m3 | 7700 | - | - |
| ����ģ�� MPa | 200000 | 190000 | 170000 |
| ������ϵ�� ��20����ÿ�� | - | 11.7x10-6 | 12.3x10-6 |
| �ȴ����� W/m�� | - | 18 | 21 |
�����
�����Ϳ�ѹǿ��
�����µĴ���ǿ��
| Ӳ�� | ~34HRC1 | ~40HRC2 | ~46HRC2 | ~50HRC2 |
| Rp0.23 | 700MPa | 1000MPa | 1400MPa | 1600MPa |
| Rm4 | 1100MPa | 1200MPa | 1500MPa | 1700MPa |
| Rc0.25 | 900MPa | 1300MPa | 1600MPa | 1800MPa |
ע��1 ���ܴ���״̬��2 ʱЧ״̬��3 0.2% ����ǿ�ȣ�4 ����ǿ�ȣ�5 ��ѹ����ǿ�ȡ�
����ʴ��
CORRAX��֮һ������������ģ���ϵı���ʴ���֣�ӵ�и��ѵĿ���ʴ�ԡ������κ��ȴ���״̬�µĿ���ʴ�Զ���һ���ģ����˵�������
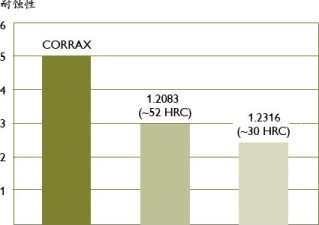
CORR AX���Գ��ָܴ�ʴ������ԭ�Ϻ�ϡ�����ʴ���øø���������ģ��Ҳ���Եֿ���ʪ�ķ��ۺ����ػ��������ұ�������������Ӳ��������ʾ�����õĿ�Ӧ����ʴ�������ܡ�
CORRAX���ȴ���
CORRAX�Թ��ܴ���״̬��������ֱ��ʹ�á��������ȴ��������ߵ�Ӳ����ɲ������µ��Ƽ���
Ӧ������
CORRAX�����г����Ӧ�����������ڵ������������Ӧ�����������¶ȣ�CORRAX������ʱЧ�����ڴ�������߸֣�Ӧ��������Ϊ�˱���������еijߴ���Ρ�������CORRAX,������д���������Ҳ�������Ӧ��������
ʱЧӲ��
CORRAX��ֱ��ʹ�ù���̬�����ߵ�ʹ��Ӳ�ȿ�ͨ��ʱЧӲ������ɡ���ͼ��ʾΪ�������Ӳ�ȣ�ʱЧӲ���¶ȼ�ʱ����Ƽ���ʱЧӲ��ʱ����ǵ�ģ����ȫ������ʱЧӲ���¶���������ʱ�䡣
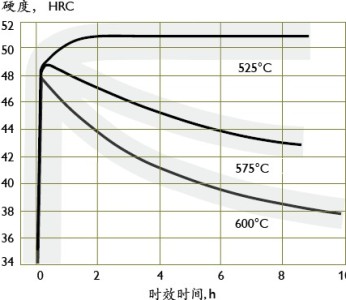
��ʱЧӲ��ʱ�����ʱ���ɽ�ģ���÷��ڿ�������ȴ�����¡�ͬ����Ӳ��Ҫ����ø���ʱЧ��ȵ����и��õ����ԡ�
ʱЧ�����Ƽ�
| ʱЧ�¶�/tʱ�� | Ӳ�� |
| 525��/4h | 49~52HRC |
| 575��/4h | 44~47HRC |
| 600��/4h | 40~43HRC |
* ʱЧ��49-52HRC���Ƽ�������Ҫ�ߵij��ϡ�
���ʹ�� CORRAX �Ĺ����¶ȳ���200°C, ������ù��ܴ���״̬��������̬�����Ա���ʹ��ʱ����ʱЧӲ����
���ܴ���
���CORRAX�ѽ�����ʱЧ��������ص�����̬�����Խ��й��ܴ��������ܴ�������Ϊ������850°C������30���ӣ����䡣
�ߴ�ı�
ʱЧӲ�������������������ȵı�С����ͼ��ʾʱЧӲ��ʱ��Ԥ����������
| ʱЧ | �ߴ�ı� | ||
| ���ȷ��� | ���ȷ��� | ��ȷ��� | |
| 525��/2h(~50HRC) | -0.07 | -0.07 | -0.07 |
| 575��/2h(~46HRC) | -0.09 | -0.09 | -0.09 |
| 600��/4h(~40 HRC) | -0.14 | -0.14 | -0.14 |
�ŵ�ӹ�(EDM)
CORRAX ��������ͨ��ģ�߸�һ�����Խ��е�ӹ���ͬ��Ҳ��“�ײ�”��������̫Ӳ���Ժ�����ȥ����
CORRAX���
������к�ǰԤ�ȡ������ӹ���̬����ʱ�������ü�Ъ�Ǻ���
(ͼ) CORRAX�ļ�Ъ�Ǻ�ͼ
�����ü�Ъ�Ǻ�ʱ��������㳤��Ϊ 20-25 mm��
Ϊ��þ��ȵ�Ӳ�ȷֲ��������ȴ����DZ���ģ��¶Ⱥ�ʱ����ȡ���������Ӳ�ȼ����������Ƽ�ʹ��CORRAX-TIG��˿��
| ���ӷ��� | TIG |
| Ԥ���¶� | ���ӿ��������½���(����Ԥ��) |
| ������ | CORRAX TIG-WELD |
| ��߲���¶�1 | 300�� |
| ������ȴ | ��ʼ��Сʱ����20~40��/h��ȴ��������ɿ��䡣 |
| ���Ӻ�Ӳ�� | 30~35HRC |
| �����ȴ��� | |
| 32~35HRC | ʱЧ������Ӳ�� |
| 38~40HRC | 600�� 4h |
| 45~47HRC | 575�� 2h |
| 48~50HRC | 525�� 2h |
ע��1 ��ģ�߽��ж������ʱ,�����Ӻ������ʱ,ǰ�����������¶�,��Ϊ����¶ȡ��������¶ȣ�ģ�߾ͻ���ֱ��λ��ں���������������ķ��ա�
CORRAX�Ĺ�ʴ�̻�
CORRAX �зdz��õĿ���ʴ�ԣ������Ҫ��������Ļ�ѧ��ʴ���գ����Ժ����״ﵽ���<0.04mm ��ϸ���ơ�
������Ϣ
��ֱ�����ҹ�˾������Ա���磨���ߵ绰��400-699-1286/0769-82621066�����Ի�ø�����й�����ڵ»�ķUddeholmģ�߸�CORRAX��������Ʒ��ģ�߸ֲ���ѡ��Ӧ�á��ȴ���������������ϡ�





